sop for Cleaning of Ampoule Filling and Sealing Machine
1.0 OBJECTIVE:
To lay down a Procedure for Operation and Cleaning of Ampoule Filling and Sealing Machine.
2.0 SCOPE:
This SOP is applicable for Operation and Cleaning of Ampoule Filling and Sealing Machine, Twelve Heads, in Production
3.0 RESPONSIBILITY:
Officer Production
4.0 ACCOUNTABILITY:
Head – Production
5.0PROCEDURE:
5.1CHECKS AND PRECAUTIONS:
5.1.1Ensure that proper electric supply & earthing are provided to the Machine.
5.1.2Ensure Oxygen, LPG and Nitrogen Supply is ON.
5.1.3Ensure that each & every ampoule rotating Bearing is working properly.
5.1.4Ensure that LAF is ‘ON’ and Pressure differential in Magnehelic Gauge is within Range.
5.1.5Ensure that Temperature of filling area is NMT 25ºC.
5.1.6Before starting the filling operation, ensure the machine setting by using empty ampoules for following:
5.1.6.1Filling nozzle shouldn’t touch the tip of ampoules to avoid any friction which may lead to generation of glass particles.
5.1.6.2Filling nozzle should be in the center of tip to avoid any spiking / deposition of solution over
the neck of ampoules (Which may lead to charring of solution and results in generation of black particles).
5.1.7 Ensure cleaning & sanitization of aseptic area done before activity.
5.2MACHINE SET UP:
5.2.1Transfer the sterilized machine parts from cooling zone to filling room through Mobile LAF.
5.2.2Take the machine parts from mobile LAF & assembled machine parts step by step as per requirement aseptically under LAF.
5.2.3Machine parts shall be assembled step by step in the below mentioned sequence.
5.2.3.1Transfer the piston from mobile LAF trolley to filling machine under LAF.
5.2.3.2Open the filling machine safety guard, and assemble the Pistons manifolds as below.
5.2.3.3Connect the inlet of piston with manifolds outlet by sterilized silicon tubing as below.
5.2.3.4Connect the outlet of piston with filter needles shown as below.
5.2.3.5Assemble Pre & Post Nitrogen needles manifold & connect the Nitrogen manifold
outlet with needles by sterilized silicon tubing as below.
5.2.3.6 Connect the nitrogen supply to Manifold inlet by using sterilized hydrophobic vent filter as shown below.
5.2.4After that Manifold inlet connected with outlet of buffer tank using product dedicated silicon tube.
5.2.5Set the ampoule height & proper sealing by adjusting the flame with empty ampoule and measuring
the ampoule height by using vernier caliper / calibrated SS Scale.
5.2.6Cutting of ampoules to be done as per following parameters.
For ampoules of volume 1ml, height of ampoule will be 48.0mm +/- 2mm.
For ampoules of volume 2ml, height of ampoule will be 58.0mm +/- 2mm.
For ampoules of volume 3ml, height of ampoule will be 65.0mm +/- 2mm.
For ampoules of volume 5ml, height of ampoule will be 69.0mm +/- 2mm.
5.2.7Check nitrogen supply from pre & post nitrogen needle and adjust Nitrogen flow rate as per BMR by using Rota meter.
5.2.8Start the filling machine, and initially flush out the solution from filling needles and then adjust fill volume as per BMR.
5.2.9Initially check the fill volume by using Calibrated Measuring Cylinder or pre sterilized disposal syringe.
5.3 FILLING OPERATION:
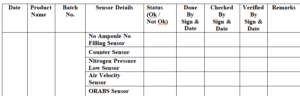
5.3.1Perform Challenge test of sensors before start of operation and after any break-down of machine.
5.3.2Record the details of sensors challenge test in Annexure-I
5.3.3Ensure that depyrogenated empty ampoules are ready for filling operation.
5.3.4Ensure that Post BPT of first filtration complies. For filter used between compounding to holding vessel (Cartridge)
5.3.5Switch On Machine. Following screen will get display, login the machine by user ID and password.
5.3.6After Login, HMI screen will show following MENU display.
5.3.7After selecting Auto –operation following display appear
5.3.8Parameters settings and maintenance mode are allowed to run by authorized persons only.
5.3.9Get detail of inputs and outputs.
5.3.10Press Maintenance to check & run the machine equipments manually.
5.3.11Press Parameters setting to set machine parameters.
5.3.12After getting the required volume, check & adjust the pre and post Nitrogen flushing of the Ampoule.
5.3.13Check the volume of ampoules from each needle respectively. Ensure volume of individual
Ampoule is within permissible volume limit during initial setting as per BMR.
5.3.14Adjust the oxygen and LPG using gas ON/OFF buttons for ampoule sealing.
5.3.15Check the Sealed Ampoules for proper sealing.
5.3.16Filled and Sealed Ampoules are collected in pre sterilized perforated SS trays.
5.3.17Check the volume of each needle as per Batch Manufacturing Record.
5.3.18Check the height of the Ampoule as per specification (Refer point no.6.2.6).
5.3.19Record the operation details in Format Titled “Equipment Log” of SOP
5.4CLEANING:
5.4.1Switch off the electric supply of the machine
5.4.2Turn off the supply of nitrogen gas, oxygen gas and LPG.
5.4.3Take filtered WFI in holding vessel and connected to final filter housing, and operate
the filling machine and Flush out the WFI through filling needle
5.4.4Dismantle the filling parts: – Syringes, Needles, Silicone Tubes etc. and
transfer it to pre wash area through the Dynamic pass box for its cleaning and sterilization.
5.4.5Remove the left over empty ampoules and transfer to pre wash area for destruction.
5.4.6Remove all the spread solution from the outer and inner side of the machine
5.4.7Take all unused filling machine parts and other accessories and transfer in to pre wash area.
5.4.8Wipe all the guards, machine body & conveyor belt with WFI using lint free Moping pad
5.4.9Clean all the guards, machinery & conveyor belt using 70% IPA solution spraying all over
the Machine and by lint free Moping pad
5.4.10Clean the surrounding area of the machine using disinfectant solution or and then sanitized the area as per SOP.
5.4.11CLEANING OF FILLING and SEALING MACHINE CHANGE PARTS
(SYRINGES. NEEDLES, SILICONE TUBES ETC.)
5.4.11.1Disconnect all machine parts, silicon tubes & needles.
5.4.11.2Connect each set of silicon tubing to manifold system installed in pre wash area and flush out
purified water for 2 min. with pressure of WFI for 2 min with pressure.
5.4.11.3Clean the Manifolds & Needles individually with Purified water followed by WFI for 1 min each.
5.4.11.4Connect the inner side of manifold’ to silicon tube and flush out with purified water for 2 min. and followed by WFI for 2 min.
5.4.11.5Dismantle all pistons and collect in a tray and dip in purified water and thoroughly cleaned by using lint free MOP.
5.4.11.6After cleaning with purified water, clean the pistons with WFI.
5.4.11.7Cleaning of Final filter and Filter housing shall be performed as per respective SOP.
5.4.11.8Cleaning process shall be verified by production & IPQA personnel and after proper cleaning,
inspect the Machine Parts visually.
5.4.11.9IPQA person shall collect rinse water sample (if product change) for analysis.
5.4.11.10After QA clearance, all machine parts and tubing to be sterilized in Autoclave as per validated load pattern.
5.4.11.11If cleaned machine parts not used within 12 Hrs., then cleaning of machine parts
shall be performed again before using as per above procedure.
5.4.11.12Perform the cleaning of machine parts as per SOP and checklist details in Format Titled
“Cleaning Checklist for Machine Parts”.
5.5 FREQUENCY:
Before use or every batch/product change over.
6.0 ABBREVIATIONS:
°C : Degree Centigrade
BPT :Bubble Point Test
ID No. :Identification Number
IPA :Isopropyl Alcohol
LAF : Laminar Air Flow
LPG :Liquid Petroleum Gas
Mm :millimeter
MMI : Man Machine Interface
No. : Number
QA :Quality Assurance
SOP : Standard Operating Procedure
7.0 ANNEXURES:
| ANNEXURE No. | TITLE OF ANNEXURE | FORMAT No. |
| Annexure-I | Sensor Challenge Test Record |
8.0REFERENCES:
SOP Titled “Cleaning and Sterilization of Machine Parts and Accessories”.
ANNEXURE-I
SENSOR CHALLENGE TEST RECORD
Online Rejection in parenteral
Receipt of Batch from Production to Packing Department
sop for for Spillage Handling in parenteral area
sop for calibration of vessels with dipstick
sop for Cleaning of Bins and Containers
cip of mixing vessel and holding vessel
sop for Cleaning of Ampoule Filling and Sealing Machine
sop for Fogging in Sterile and Non Sterile Area
sop for for Filtration of Bulk Solution
sop for fumigation in production area
sop for post cleaning after media fill
sop for cip of mixing vessel mixing mobile vessel and holding vessel
sop for De-Bagging of Three Piece Vial Dropper Caps
sop for calibration and verification of check weigher
sop for Batch number and Manufacturing and Expiry Date Coding System
standard operating procedure machine history file
sop for operation and cleaning of Hand coder
sop for Cleaning and Handling and Silicone Tubes
sop on operation and cleaning of coating pan
sop for Operation of cleaning of pipe lines
sop for operation of capsule loading machine semi automatic
sop for Machine operation capsule inspection and polishing machine
Sop batch demarcation and batch coding
sop for monitoring of reprocessing of products
sop for in-process control on liquids orals
sop for in process controls on tablets capsules packaging line
sop for Issuance retrieval and destruction of BMR and analytical records
sop for in process controls during granulation compression coating inspection
sop for Cleaning of Blister packing machine
sop for for charge hand over between the shifts
Performance requalification report of visual inspectors
sop for Cleaning and operation of ROPP caps inspection table
sop for usage and destruction of filter pad and cartridge filter
sop for cleaning and storage of transfer pipe
sop for Cleaning and operation of labeling machine
Cleaning and operation of the mono block filling and sealing machine
sop for Cleaning and operation of empty bottle inspection table
sop for Cleaning and operation of filter press
sop for cleaning and operation of liquid transfer pump and line
sop for cleaning and operation of storage vessels
sop for cleaning and operation of sugar syrup manufacturing vessel
sop for cleaning issuance and retrieval of accessories and change parts
sop for Cleaning and operation of visual inspection conveyor belt
sop for Cleaning and operation of spray gun and assemble
sop for Fogging in Aseptic and Non Aseptic Area